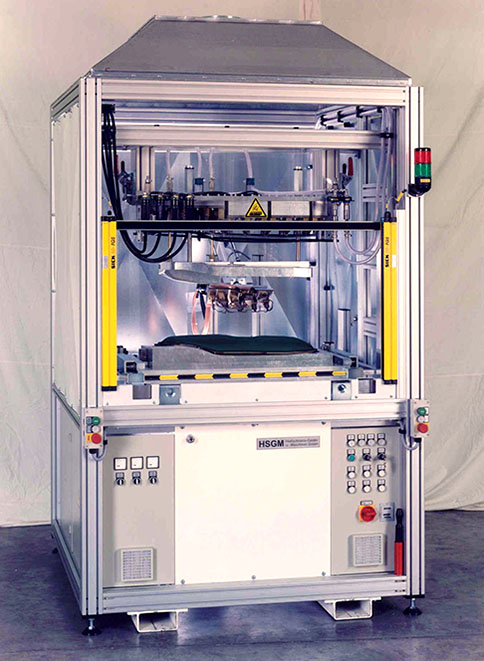
Baureihe HSG-FB
Beschreibung
Thermische Beschnitt-Anlagen mit Formschnitten werden in der Automobilzuliefererindustrie eingesetzt.
So lassen sich
- flächige und verformte Automobilteppichböden
- Automobil-Innenverkleidungen
- kaschierte und hinterspritzte Türverkleidungen
- A-, B- und C-Säulen
- Hutablagen
- Dachhimmel
- Schaumstoffdämmungen für Türen
- verformte Vliesteile
- Kartentaschen
- Sitzverkleidungen und Kopfstützen
effizient und kostengünstig schneiden.
Wir fertigen Spezialmaschinen, automatische und halbautomatische Anlagen, aber auch Einzelschneiden und Formschneiden zum Integrieren z.B. in Kaschier-Einrichtungen.
Mit Tandemtisch für bis zu 4 Nutzen

Aufbau
Beim Heissschneiden werden die thermoplastischen Eigenschaften des Materials genutzt.
Über Transformatoren werden elektrisch direkt beheizte Schneiden auf ca. 600° C aufgeheizt. Thermoplastisches Material, das mit diesen Schneiden in Berührung kommt, schmilzt und wird getrennt. Besonders bei Geweben haben Kett- und Schussfäden die Neigung, bei genügender Fadendichte ineinander zu fließen und bilden somit eine lückenlose, verschweißte Kante. Diese fransen nicht aus, Einrisse und "Fadenzieher" werden vermieden.
Die Schneidlinie der geraden Schneiden und der Formschneiden ist aus ca. 180 mm Segmenten aufgebaut. Elektrisch sind die Segmente über Cu-Gewebebänder verbunden.
Die Schneidsegmente haben in der Regel 3-4 Stege, mit Schieber und Führungen. Die äußeren Schieber sind immer beweglich, damit die Ausdehnung in Richtung der Schneidlinie erfolgen kann.
Die Schneiden unterliegen aufgrund ihrer geringen mechanischen Beanspruchung keinem Verschleiß. Änderungen, Ergänzungen und Reparaturen sind leicht und einfach durchführbar und können nach HSGM Werkseinweisung selbst ausgeführt werden.
Zur Beheizung von 1m Schneidlinie werden ca. 12 Volt benötigt, dabei fließt ein Strom von ca.100 A.
Sicherheits-Transformatoren nach VDE 0570 / EN 61558 transformieren die Netzspannung (Primärseite) von 230 bzw. 400 Volt auf die benötigte Sicherheitskleinspannung (Sekundärseite) herab.
Die Sekundärseite - Stromkreis der Schneidensegmente - ist galvanisch vom Netz getrennt.
Die Spannung liegt innerhalb der Schutzspannung von 42 Volt.
Den "Heiztransformatoren" ist ein Wechselstromsteller vorgeschaltet. Über ein Potentiometer lässt sich der Strom und damit die Temperatur ein- und verstellen. Strom und Temperatur verhalten sich direkt proportional. Der einmal eingestellte Strom wird über den Wechselstromsteller konstant gehalten, bzw. passt sich der Schneidlinie an. Dies ist besonders wichtig bei Werkzeugwechsel, wo unterschiedliche Schneidlinien vorhanden sein können. Selbst bei einem Kurzschluss oder teilweisen Schluss in der Schneidlinie fließt im Sekundärstromkreis immer nur der eingestellte Strom - ein wichtiger Schutz für die Transformatoren und Schneidlinien bzw. Schneidsegmente.
Die Schneidlinie/Schneidsegmente (1) werden der Schneidkontur angepasst und über Schieber (2) und Führungen (3) auf einem Isoliermaterial (4) aufgebaut. Aluminiumunterlagen (5) ergeben eine zusätzliche mechanische Festigkeit des allgemeinen Aufbaues und dienen ferner der Höhenanpassung an den Schneidenträgerrahmen (6) oder der Schneidenträgerplatte.

Auf einer weiteren Aluminiumgrundplatte (7) ist die Stanzaufnahme (8) mit Schneidnut (9) montiert und darüber ein Innen-Niederhalter (10) eventuell mit Kühlbohrungen (11) angeordnet.
Das eigentliche zu bearbeitende Teil (12) liegt zwischen Stanzaufnahme (8) und Innen-Niederhalter (10). In der Regel wird auch der Überstand (13) (Abfall) während des eigentliche Schneidvorganges mit Niederhaltern (14) gehalten, damit dieser nicht in die Nut gezogen wird.
Zusammen mit den Innenschneidlinien bzw. Formschneiden bauen wir kpl. thermische Beschnittwerkzeuge auf.
Diese Werkzeuge können in Kaschieranlagen integriert werden oder als selbstständige Beschnittanlagen arbeiten.
Beschnittwerkzeuge können fest in einer Anlage montiert sein oder als Wechselwerkzeug ausgeführt werden.
Beschnitt-Wechsel-Werkzeug


Die Anlagen werden immer kundenspezifisch gebaut, inkl. Steuerung über SPS und OP.
Werden Handlingsgeräte und Vorrichtung benötigt, integrieren wir diese in den Anlagen.